
Disinfection Methods for Olive Oil Equipment
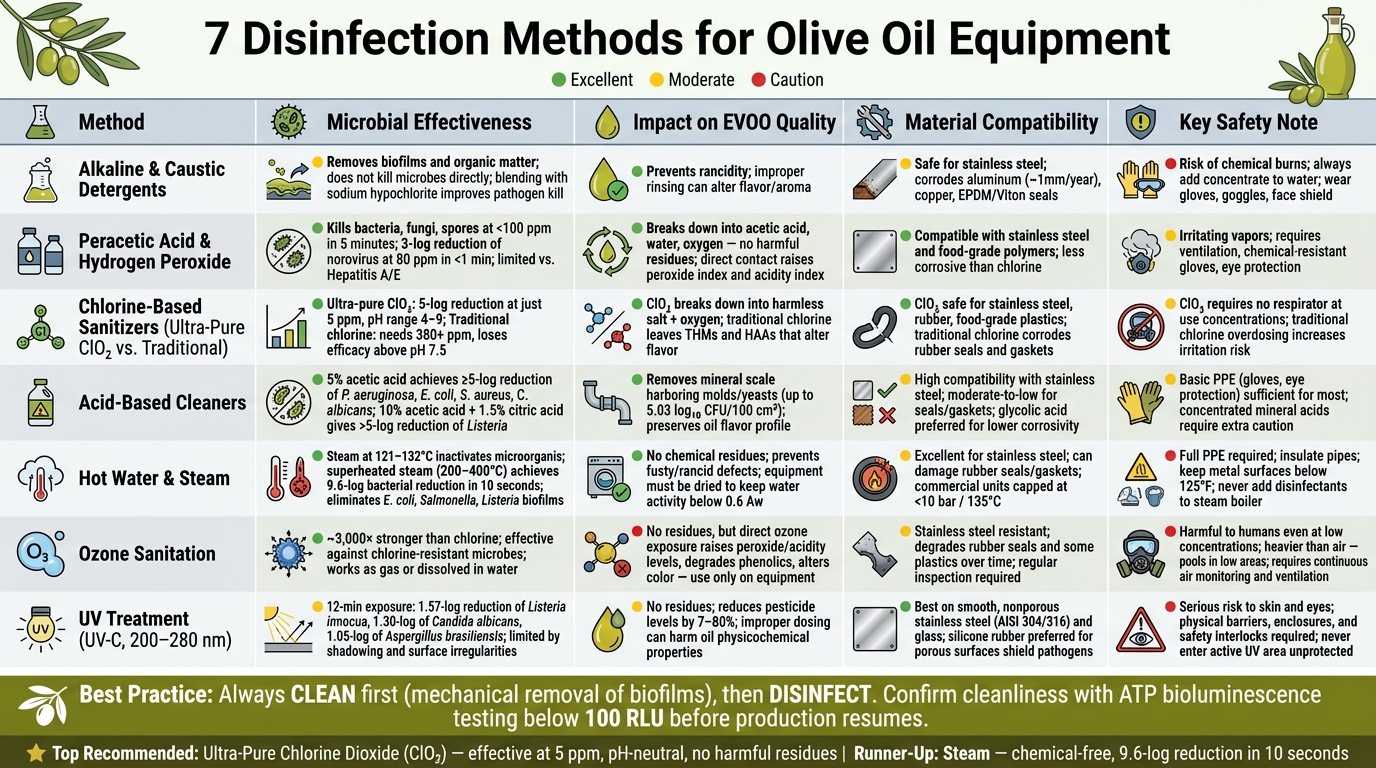
The quality of olive oil depends heavily on clean equipment. Without proper sanitation, harmful microorganisms like Pseudomonas and Candida can thrive, leading to defects such as "fusty" or "rancid" flavors. This article explains seven key disinfection methods for olive oil equipment, detailing their effectiveness, impact on oil quality, material compatibility, and safety considerations:
- Alkaline Detergents: Remove organic residues like fats and biofilms, but require thorough rinsing to avoid chemical residues.
- Peracetic Acid & Hydrogen Peroxide: Strong oxidizers that kill microbes but must be rinsed to protect oil flavor.
- Chlorine-Based Sanitizers: Effective at low concentrations but can harm materials and leave byproducts if not used carefully.
- Acid Cleaners: Target mineral deposits and reduce microbial growth; compatible with stainless steel but require careful handling.
- Hot Water & Steam: Chemical-free, effective against biofilms, but may damage heat-sensitive components.
- Ozone Sanitation: Leaves no residues, but overuse can degrade materials and oxidize oil.
- UV Treatment: Non-chemical option for surface sanitation but limited by penetration and shadowing effects.
Key Takeaways:
- Best Practices: Always clean equipment first (mechanical cleaning) before applying disinfectants.
- Top Choices: Ultra-pure chlorine dioxide and steam stand out for their balance of safety, effectiveness, and minimal impact on oil quality.
- Safety First: Proper protective equipment (PPE) and adherence to guidelines are essential for worker safety.
For olive oil producers, combining methods based on specific needs ensures both equipment longevity and high-quality oil production.
7 Disinfection Methods for Olive Oil Equipment: Comparison Guide
1. Alkaline and Caustic Detergents
Alkaline and caustic detergents are essential for cleaning olive oil equipment. Their main job? Breaking down organic residues like fats, proteins, and biofilms. This happens through a chemical process called saponification, where sodium hydroxide turns fats into water-soluble soaps that can be rinsed away easily.
Microbial Effectiveness
These detergents don’t directly kill microbes. Instead, they remove the organic matter that protects bacteria and yeasts, such as Pseudomonas and Candida. Biofilms act like a shield, and without a proper alkaline wash, sanitizers applied afterward struggle to penetrate this barrier. Interestingly, blending alkaline solutions with sodium hypochlorite makes them more effective against pathogens like E. coli O157:H7. However, some strains of E. coli can survive in high pH conditions (e.g., pH 12 for three hours, pH 11 for 24 hours), showing that alkaline cleaning alone isn’t enough.
Impact on EVOO Quality
Cleaning with alkaline detergents plays a crucial role in maintaining the quality of Ultra Premium Extra Virgin Olive Oil (EVOO). By removing lipid-degrading microbes, it helps prevent defects like rancidity or sludge formation. However, improper rinsing can leave chemical residues that alter the oil’s flavor and aroma.
"The choice of products used for cleaning is fundamental. These must be able to perform an effective sanitizing action without leaving residues that could alter the quality of the oil." - Enzo Gambin, Director, AIPO
To avoid these issues, monitoring conductivity and pH after rinsing ensures no alkaline residue lingers before production resumes.
Material Compatibility
While stainless steel can handle caustic cleaners, other materials like aluminum, copper, EPDM and Viton seals, and some gaskets can degrade under high-alkalinity conditions. For instance, pure sodium hydroxide can corrode aluminum alloys at a rate of about 1 mm per year. In practice:
- Potash-based products work well for degreasing tanks, fillers, and pipes.
- Heavy caustic soda mixed with sodium hypochlorite is ideal for cleaning channels and waste collection pits where sludge buildup is significant.
Striking a balance between effective cleaning and equipment preservation is critical. Formulations that corrode surfaces or damage seals can compromise both the production line and the quality of the oil.
Operational Practicality
Alkaline cleaning is usually the second step in a Clean-In-Place (CIP) cycle. It follows a pre-rinse and precedes steps like acid washing and final sanitization. Temperature plays a huge role here - higher temperatures improve the effectiveness of these detergents. Even small temperature drops can reduce cleaning efficiency. Optimized formulas can remove up to 90% of organic soil at 45°C, outperforming standard 20% caustic solutions.
Worker Safety
Handling caustic detergents comes with risks. Concentrated sodium hydroxide can cause severe chemical burns, so workers must wear chemical-resistant gloves, splash goggles, face shields, and protective aprons. It’s also important to always add the concentrate to water (not the other way around) to prevent violent spattering. Many facilities now use lower-concentration formulas enhanced with surfactants or enzyme boosters. These offer effective cleaning while being safer to handle. However, there are limitations to this approach, paving the way for alternative disinfection methods discussed later.
sbb-itb-4066b8e
2. Peracetic Acid and Hydrogen Peroxide
Peracetic acid (PAA) and hydrogen peroxide are two powerful oxidizing agents commonly used in food processing for disinfection. After cleaning surfaces with alkaline detergents to remove organic matter, these oxidizers are employed to target any remaining microorganisms. Specifically, PAA is highly effective at eliminating residual microbial threats after the initial cleaning step.
Microbial Effectiveness
PAA works by breaking down the cell membranes of bacteria, fungi, and spores, effectively neutralizing them. It has been shown to combat a wide range of microorganisms, including Escherichia coli, Staphylococcus aureus, Pseudomonas aeruginosa, and Saccharomyces cerevisiae. At concentrations below 100 ppm, PAA can kill Gram-positive and Gram-negative bacteria, as well as yeasts and molds, in just five minutes. Even at 80 ppm, it can reduce murine norovirus 1 (MNV-1) levels by 3 log cycles in under a minute. However, it struggles against certain viruses like Hepatitis A (HAV) and Hepatitis E (HEV), even at higher concentrations. This highlights the importance of a thorough alkaline pre-wash, as organic residues can reduce PAA's effectiveness.
Impact on EVOO Quality
PAA breaks down into acetic acid, water, and oxygen, leaving no harmful residues on equipment. However, its strong oxidizing properties can pose a risk to high-quality extra virgin olive oil (EVOO). If PAA comes into direct contact with the oil, it can react with the unsaturated fatty acids, leading to quality degradation. This includes increases in the peroxide index (PI) and acidity index (AI) and a decrease in the iodine value, all of which indicate compromised oil quality. To protect the flavor and stability of Ultra Premium EVOO, thorough rinsing after PAA treatment is crucial.
"Peracetic acid, widely used as a disinfectant in the food industry, has the drawback of leaving a strong odor and is ineffective alone against some foodborne viruses." - Simon Bouchard, Researcher, Université Laval
Even trace amounts of PAA's distinctive odor can negatively affect the delicate flavor profile of Ultra Premium EVOO, making proper rinsing an essential step.
Material Compatibility
PAA-based disinfectants are well-suited for use with stainless steel and the polymers commonly found in food processing equipment. Compared to chlorine-based sanitizers, they are far less corrosive at working concentrations:
| Feature | Peracetic Acid | Chlorine/Hypochlorite |
|---|---|---|
| Corrosivity to metals | Low at use concentrations | Higher risk of metal damage |
| By-products | Water, oxygen, acetic acid | Organochlorine compounds |
| Residues | No persistent toxic residues | Potential organoleptic residues |
| Environmental impact | Phosphate, EDTA, and NTA-free | Higher effluent contaminant load |
"Non-corrosive at usual use concentrations, with lower aggressiveness on machinery materials and greater safety in handling with appropriate PPE." - Instaquim
Operational Practicality
PAA formulations are ideal for Clean-in-Place (CIP) systems, making them effective for cleaning pipelines, heat exchangers, fillers, and other closed systems. Their liquid format ensures even distribution, reaching hard-to-access areas. In many cases, depending on local food safety regulations, a final rinse may not be necessary when used at standard concentrations. Products like Oxa Per meet the UNE-EN 13697 standard for effectiveness on non-porous surfaces and are certified for use in facilities adhering to IFS, BRC, and FSSC 22000 food safety standards.
Worker Safety
Although PAA is safer to handle than caustic soda or ammonia-based cleaners, concentrated solutions can release sharp, irritating vapors. Workers must use proper protective equipment, including chemical-resistant gloves and eye protection, and ensure adequate ventilation. On the bright side, PAA is free of chlorine, meaning it doesn’t produce harmful by-products like organochlorines or trihalomethanes, which are common with bleach. This makes it a safer and more environmentally friendly option for food processing.
Next, we’ll take a closer look at chlorine-based sanitizers to weigh their pros and cons.
3. Chlorine-Based Sanitizers
Chlorine-based sanitizers fall into two main types: traditional sodium hypochlorite (bleach) and ultra-pure chlorine dioxide (ClO₂). Each has distinct features that influence their performance and safety, making it important to understand their differences.
Microbial Effectiveness
Ultra-pure ClO₂ stands out for its ability to achieve a 5-log reduction in bacteria, viruses, and mold, even breaking through biofilms on wet surfaces. For comparison, it delivers a 3.19-log reduction (99.99%) compared to the 0.86-log (89.19%) reduction achieved by standard water washing. Traditional chlorine, on the other hand, loses its effectiveness at pH levels above 7.5, often requiring a 3–4× overdose to work. In contrast, ultra-pure ClO₂ remains effective across a broader pH range (4 to 9) at just 5 ppm, while traditional chlorine needs over 380 ppm to achieve similar results.
"Chlorine dioxide (ClO₂) is a pH-independent, broad-spectrum sanitizer that outperforms chlorine, peracetic acid, and hydrogen peroxide at a fraction of the required concentration." - Shapiro
Impact on EVOO Quality
Preserving flavor and quality is crucial in Ultra Premium Extra Virgin Olive Oil (EVOO) production. Traditional chlorine can leave behind harmful byproducts like trihalomethanes (THMs) and haloacetic acids (HAAs), which can alter the oil's flavor. Ultra-pure ClO₂, however, breaks down into harmless salt and oxygen, ensuring the oil's sensory qualities remain intact.
"ClO₂ behaves as a dissolved gas in solution, disinfecting through targeted oxidation... leaving behind no harmful chlorinated residues, no off-flavors, and no lasting damage to food processing equipment." - Shapiro
Material Compatibility
Traditional chlorine can be harsh on materials, potentially corroding rubber seals, gaskets, and even some metals. Ultra-pure ClO₂, however, is safe to use with stainless steel, rubber, and food-grade plastics. It’s worth noting that "stabilized" chlorine dioxide products - acidic sodium chlorite solutions requiring activation - can damage equipment over time and should be avoided.
Operational Practicality
The low concentrations (1–50 ppm) and pH independence of ultra-pure ClO₂ simplify cleaning processes, making it particularly effective for removing biofilms in pipelines and heat exchangers. At concentrations of 5–10 ppm, it eliminates the need for post-rinse steps on food-contact surfaces. ClO₂ levels can be easily monitored with test strips, and its OMRI certification means it’s suitable for organic production.
The USDA's Agricultural Marketing Service requires residual chlorine levels to comply with the Safe Drinking Water Act, with limits of 4 mg/L for chlorine (as Cl₂) and 0.8 mg/L for chlorine dioxide. Equipment in direct contact with food products must be rinsed with potable water immediately after sanitization.
Worker Safety
Ultra-pure ClO₂ poses fewer handling risks, eliminating the need for respirators or specialized gloves. In contrast, overdosing traditional chlorine to overcome pH challenges can increase irritation risks and generate regulated byproducts that complicate waste disposal. After sanitizing, equipment must drain for at least 15 minutes before contacting food, as required by 21 CFR § 178.1010. By balancing high performance with safety for both workers and equipment, ultra-pure ClO₂ supports the rigorous hygiene standards needed for Ultra Premium EVOO production.
4. Acid-Based Cleaners
Once alkaline detergents have done their job of removing organic residues, acid-based cleaners step in to tackle the mineral scale and inorganic deposits left behind. These cleaners play a key role in keeping olive oil equipment spotless, targeting the stubborn buildup on tank walls, pipes, and fillers that alkaline solutions can't handle. While alkaline cleaners break down fats and proteins, acid-based cleaners focus on limescale and other mineral residues that accumulate over time.
Microbial Effectiveness
When used properly, acid-based cleaners can be highly effective against microbes. For example, a 5% acetic acid solution achieves a complete (≥5-log) reduction of pathogens like P. aeruginosa, E. coli, S. aureus, and C. albicans on surfaces. For more resistant microorganisms, combining acids can yield even better results. A mixture of 10% acetic acid and 1.5% citric acid has been shown to deliver a >5-log reduction for Listeria monocytogenes and E. coli. Acetic acid works by penetrating bacterial cell walls, disrupting internal pH levels, and breaking down cell structures.
"Acetic acid disrupts the cell wall structure and thus causes a loss of ATP in the cell." - Ayhan and Bilici
Impact on EVOO Quality
Proper cleaning with acid-based solutions helps protect the sensory qualities of Extra Virgin Olive Oil (EVOO). Surfaces that aren't adequately cleaned can harbor spoilage microorganisms like molds and yeasts. These can reach levels as high as 5.03 log₁₀ CFU/100 cm² for molds and 5.12 log₁₀ CFU/100 cm² for yeasts, potentially introducing undesirable flavors into the oil. Acid cleaners are crucial for reducing these populations and preserving the oil's flavor profile.
Material Compatibility
The stainless steel commonly used in olive oil equipment is generally resistant to acid cleaners, but the concentration and contact time must be carefully managed. Glycolic acid (also known as hydroxyacetic acid) is often preferred due to its low corrosivity compared to harsher mineral acids. However, components like seals and gaskets are more vulnerable and require acid-resistant materials and regular inspections.
| Material | Compatibility | Precautions |
|---|---|---|
| Stainless Steel | High | Avoid over-concentration to prevent pitting |
| Seals & Gaskets | Moderate to Low | Use acid-resistant elastomers; inspect regularly |
| Plastics | Variable | Glycolic acid is a better choice for compatibility |
| Sensitive Alloys | Low | Use formulations with corrosion inhibitors |
These considerations are critical when selecting the right formulation for cleaning, ensuring both effectiveness and equipment longevity.
Operational Practicality
Enzo Gambin, Director of the Interregional Association of Olive Producers (AIPO), advises a two-step cleaning sequence for olive oil equipment:
"For cleaning tanks, fillers and pipes, it is advisable to use potash-based products first... then, a passage with acid descalers, based on phosphoric acid, glyconic acid or sulfamic acid." - Enzo Gambin, Director, AIPO
This method starts with potash-based cleaners to remove organic residues, followed by acid descalers to handle mineral deposits. A thorough rinse afterward is essential to restore a neutral pH and ensure no acidic residues remain before the equipment comes into contact with oil again. This approach is widely used in professional olive oil mills.
Worker Safety
Most acid cleaners used in food production can be handled safely with basic personal protective equipment (PPE), such as gloves and eye protection. However, concentrated mineral acids require extra caution. Glycolic acid is a safer option for routine use due to its lower toxicity and minimal odor compared to phosphoric or sulfamic acid. Following recommended concentrations and contact times not only ensures safety but also minimizes wear on equipment.
5. Hot Water and Steam Disinfection
Hot water and steam provide a physical method for maintaining equipment hygiene, offering an alternative to chemical disinfection in olive oil production. Heat has long been recognized as a reliable way to eliminate microorganisms, and these methods are particularly valued for their ability to sanitize effectively without relying heavily on chemicals.
Microbial Effectiveness
The CDC has emphasized the reliability of moist heat:
"Of all the methods available for sterilization, moist heat in the form of saturated steam under pressure is the most widely used and the most dependable."
Moist heat works by irreversibly damaging the enzymes and structural proteins of microorganisms. Steam at temperatures ranging from 121°C (250°F) to 132°C (270°F) is effective for inactivating microorganisms, while superheated steam (200°C–400°C) achieves even faster results. For instance, a 9.6-log reduction of bacteria can occur in just 10 seconds, and biofilms formed by E. coli, Salmonella, and Listeria are reduced to undetectable levels. This makes steam an excellent complement to chemical cleaning, ensuring that even stubborn biofilms are neutralized.
Impact on EVOO Quality
Steam disinfection not only eliminates microbial contaminants but does so without introducing chemical residues, which helps protect the delicate flavor of Ultra Premium EVOO. Clean equipment is crucial for preserving olive oil quality, as microbial contamination - especially from yeasts - can lead to sensory flaws like "fusty" or "rancid" defects. Research highlights that when water activity on equipment surfaces exceeds 0.6 Aw, microbial growth can produce volatile compounds that harm the oil's aroma. To prevent this, thorough drying after steam or hot water treatment is essential to keep water activity below 0.6 Aw, ensuring the oil's flavor remains uncompromised.
Material Compatibility
Stainless steel, the primary material in olive oil mills, is highly compatible with steam. However, high-pressure steam can damage components like rubber seals and gaskets that are sensitive to heat. To address this, commercial steam units for food production typically limit their output to under 10 bar (145 PSI) and temperatures up to 135°C. Additionally, biofilm removal is more effective on stainless steel compared to surfaces like polyvinyl chloride (PVC).
Operational Practicality
Steam disinfection integrates smoothly with CIP (Clean-in-Place) and SIP (Sterilize-in-Place) systems, cutting cleaning time and costs by as much as 50%. It also uses minimal water and can reduce or even eliminate the need for chemical sanitizers. This makes it a more efficient option compared to hot pressure washers, which often require larger amounts of water and chemicals to achieve the same level of cleanliness. These operational advantages align with the broader goal of maintaining olive oil quality.
Worker Safety
Handling steam disinfection requires strict safety measures. To maximize microbial reduction, keep the nozzle within 4 inches of the target surface and always wear full personal protective equipment (PPE), including gloves, goggles, and protective suits. Insulating steam pipes and ensuring metal surfaces stay below 125°F can help prevent burns. Importantly, disinfectants should never be added directly to a steamer's water tank or boiler, as this can damage the equipment and release toxic vapors.
6. Ozone Sanitation
Ozone is a quick and powerful oxidizer that sanitizes equipment without leaving behind chemical residues. It works by oxidizing the unsaturated lipids in microbial cell membranes, leading to cell death. These characteristics make ozone a solid alternative to conventional disinfectants for cleaning olive oil equipment.
Microbial Effectiveness
Ozone's disinfecting ability is impressive. As Sinthiya Rajendran from Innovative Systems Design and Engineering explains:
"Ozone is one of the more powerful oxidants that quickly decompose to diatomic oxygen (O₂), while reacting with targeted organic matter or microorganisms having a strong capacity of disinfection and sterilization."
It’s about 3,000 times stronger than chlorine, making it highly effective against even chlorine-resistant microbes. Ozone can be used as a gas for air and surface sanitation or dissolved in water for washing.
Impact on EVOO Quality
While ozone leaves no residues, its strong oxidative properties mean it must be applied with care to avoid affecting the quality of extra virgin olive oil (EVOO). Direct exposure to ozone can oxidize the oil, which may increase peroxide and acidity levels, reduce iodine value, degrade phenolics, and alter the oil’s color. For this reason, ozone is best reserved for equipment sanitation, with treatment conditions carefully managed .
Material Compatibility
Ozone can cause wear and tear on certain materials over time. Stainless steel is generally resistant to ozone exposure, but rubber seals and some types of plastic may degrade. It’s essential to check material compatibility before using ozone sanitation and to routinely inspect equipment for signs of damage.
Operational Practicality
Ozone is often described as an eco-friendly option since it naturally breaks down into oxygen, eliminating the need for hazardous chemical storage, handling, or disposal. That said, ozone generators require an initial investment, and the treatment process needs precise control to avoid overuse or mishandling.
Worker Safety
Despite its benefits, ozone can be harmful to humans even in small amounts. It has a distinct odor that serves as a warning, and in its gaseous form, it’s heavier than air, which means it can gather in low-lying areas. Proper ventilation and continuous air monitoring are critical. Workers should only enter ozone-treated areas once safe levels have been confirmed, and they should use appropriate personal protective equipment (PPE) during system maintenance .
7. Ultraviolet (UV) Treatment
UV treatment relies on UV-C radiation within the 200–280 nm range to deactivate microorganisms by damaging their DNA and RNA, effectively stopping them from reproducing. This dry, chemical-free method is particularly suited for olive oil mills.
Microbial Effectiveness
UV-C offers a non-chemical alternative to ozone sanitation, effectively targeting bacteria, yeasts, and molds. However, its success depends heavily on direct line-of-sight exposure. A study conducted in 2026 on olive surfaces found that 12 minutes of UV-C treatment achieved log₁₀ reductions of 1.57 for Listeria innocua, 1.30 for Candida albicans, and 1.05 for Aspergillus brasiliensis. These reductions, while measurable, are moderate. For comparison, 70% ethanol yielded reductions of >3.79, >2.80, and >2.09 log₁₀ for the same microorganisms.
Rafail Fokas from the University of Patras highlights a key limitation:
"Surface curvature, irregularities, and shadowing effects... are expected to limit effective UV-C exposure and lead to uneven microbial inactivation."
Additionally, some microorganisms can recover through photoreactivation if the UV dose is insufficient.
Impact on EVOO Quality
UV treatment has the advantage of leaving no residues and can reduce pesticide levels in virgin olive oil by 7–80%, all while maintaining the oil's quality. However, improper dosing or prolonged exposure can negatively affect the oil's physicochemical properties, making careful control of application crucial.
Material Compatibility
UV-C works best on smooth, nonporous, and reflective surfaces such as stainless steel (AISI 304/316) and glass, which are commonly used in olive oil processing equipment. Porous materials, on the other hand, can shield pathogens, reducing UV effectiveness. Silicone rubber outperforms other elastomers in UV stability, making it a preferred option for seals and gaskets in UV-treated areas. Despite this, repeated UV exposure can gradually degrade some materials, so regular equipment inspections are necessary.
Operational Practicality
While UV is a low-energy, residue-free sanitation option, it has clear limitations. Its limited penetration depth means that all equipment must be thoroughly cleaned beforehand, as any remaining soil or oil films can block UV radiation and protect microorganisms. Rotating or agitating equipment during treatment can help ensure even UV exposure. Combining UV treatment with other methods, such as mild heat or chemical agents, often provides a more thorough sanitation solution.
Worker Safety
UV-C radiation poses serious risks to skin and eyes. To ensure worker safety, physical barriers, enclosures, and safety interlocks are essential during operation. Industrial UV lamps are typically encased in quartz immersion sleeves, which protect the lamp while allowing UV transmission. High-intensity lamps can generate heat, requiring cooling systems (such as quartz jackets with water circulation) to prevent equipment damage. Workers must never enter an active UV treatment area without proper shielding and protective gear.
Pros and Cons
When it comes to disinfection methods, there’s no one-size-fits-all solution. For instance, pressurized water cleaning tends to leave higher levels of residual bacteria compared to chemical disinfection, which highlights its limitations. Chemical disinfection, on the other hand, is far more effective at drastically reducing microbial counts. It can even bring certain microorganisms, such as Pseudomonas aeruginosa and lactic acid bacteria, to undetectable levels. However, it’s not a perfect solution either - some resistant microorganisms, like Aureobasidium, Cladosporium, and Rhodotorula, can still persist even after treatment. This is why many facilities rely on a combination of methods to address the weaknesses of individual approaches.
In olive oil production, a variety of disinfection techniques are employed, including:
- Peracetic acid/hydrogen peroxide
- Chlorine-based sanitizers
- Acid-based cleaners
- Hot water/steam disinfection
- Ozone sanitation
- Ultraviolet treatment
Unfortunately, there’s limited comparative data available to fully evaluate the effectiveness of these methods.
Here’s a quick comparison of two common approaches:
| Method | Microbial Effectiveness |
|---|---|
| Pressurized Water | Limited effectiveness, leaving counts as high as 5.56 log₁₀ CFU/100 cm² |
| Chemical Disinfection (10% NaOH & specialized disinfectants) | Highly effective; reduces key microorganisms to undetectable levels |
While chemical disinfection proves to be highly effective, the key takeaway is that no single method is flawless. To ensure both product quality and equipment longevity, a well-thought-out combination of techniques is often the best approach for maintaining optimal hygiene.
Conclusion
Producing premium EVOO requires a dual-step disinfection approach: mechanical cleaning followed by chemical treatment. Mechanical cleaning is essential to remove biofilms, while chemical sanitizers must be carefully chosen to protect both the equipment and the oil's sensory qualities.
Among chemical options, ultra-pure chlorine dioxide (ClO₂) stands out. It works effectively at low concentrations, is pH-neutral, and achieves excellent microbial reduction. Peracetic acid can also be used, but its low pH may degrade gaskets and rubber seals over time. The choice of sanitizer plays a crucial role in maintaining both equipment functionality and the integrity of the oil.
The process should always follow this sequence: clean first, disinfect second. Mechanical cleaning must precede chemical disinfection, and ATP bioluminescence testing should confirm cleanliness with readings below 100 RLU. This ensures that disinfection efforts directly enhance product quality.
These practices are the foundation of Big Horn Olive Oil's Ultra Premium EVOO. Their oil is cold-pressed within 2 hours of harvest and maintains free fatty acidity levels well below 0.3%. Such meticulous standards ensure both equipment protection and exceptional EVOO quality.
"Virgin olive oil is essentially a minimally processed fresh fruit juice... If not sufficiently removed, the sediment and water produce anaerobic fermentations that quickly result in defects in the oil." - UC Food Quality
FAQs
What’s the best cleaning and disinfection order for olive oil equipment?
To keep olive oil equipment in top condition and ensure the quality of the oil, follow this step-by-step process:
- Initial Cleaning: Start by removing leftover oils, fats, and debris. Use hot water (over 120°F) combined with a strong detergent. Make sure to dry the equipment thoroughly afterward to avoid any risk of rancidity.
- Disinfection: Apply a suitable disinfectant to eliminate any lingering bacteria or microbes. If your equipment is stainless steel, steer clear of chlorine bleach to avoid potential damage.
- Drying: Finally, ensure every surface is completely dry. This step is key to preventing microbial growth that could compromise the equipment or the oil.
By following these steps, you can maintain proper hygiene and protect the quality of your olive oil.
How do I sanitize without risking off-flavors in extra virgin olive oil?
To keep equipment clean without compromising the flavor of extra virgin olive oil, stick to food-safe disinfectants that don't leave behind toxic residues. Start by thoroughly cleaning the equipment to remove any debris, as leftover particles can weaken the disinfectant's effectiveness. Avoid using unapproved products like vinegar or baking soda, as these could alter the oil's taste. Always follow the instructions on the disinfectant's label, including rinsing if it's required. Maintaining strict cleaning routines is essential to ensure microbial safety while preserving the oil's quality.
Which sanitizers are safest for seals, gaskets, and stainless steel?
Stainless steel holds up well over time, but seals and gaskets require extra care. Using hot water at 180°F is a safe, non-damaging way to sanitize without corrosion. If you opt for chemical sanitizers, stick to the concentrations recommended by the manufacturer to avoid wearing down materials. Steer clear of harsh acids, such as nitric acid, as they can damage gaskets. Always double-check your equipment's compatibility with sanitizers before use to ensure proper maintenance.