
Energy Recovery from Olive Mill Waste
Olive oil production generates vast amounts of waste - about 40 million tons annually. This waste, including solid residues (pomace) and wastewater, poses serious challenges like groundwater pollution, soil damage, and methane emissions. But here's the good news: modern methods can turn this waste into energy and valuable by-products.
Key Takeaways:
- Waste Breakdown: Producing 1 ton of olive oil generates 1,320 lbs of solid waste and 396 gallons of wastewater.
- Environmental Issues: Toxic phenolic compounds harm ecosystems, while improper disposal leads to foul odors and pollution.
- Energy Conversion: Techniques like anaerobic digestion, pyrolysis, and gasification transform waste into biogas, bio-oil, and electricity.
- By-Products: High-value polyphenols (e.g., hydroxytyrosol) extracted from waste can sell for $500 per 100 mg. Leftover digestate serves as organic fertilizer.
Quick Overview:
- Anaerobic Digestion: Produces biogas but requires dilution to reduce toxicity.
- Pyrolysis: Generates bio-oil (up to 29 MJ/kg) and biochar, ideal for soil enrichment.
- Hydrothermal Carbonization (HTC): Converts wet waste into hydrochar with energy content of 35.7 MJ/kg.
- Integrated Systems: Combine energy recovery, water reuse, and by-product extraction for maximum efficiency.
These solutions not only mitigate waste issues but also create economic opportunities by turning by-products into marketable resources.
Olive mill waste (OMW) management
sbb-itb-4066b8e
Advanced Techniques for Energy Recovery
Comparison of Energy Recovery Methods for Olive Mill Waste
Transforming waste into energy is an increasingly important aspect of waste management, especially given the energy potential of solid waste, which boasts a Lower Heating Value (LHV) between 15.58 and 19.81 MJ/kg. Several advanced methods are available to convert waste into energy, making it a valuable resource for energy recovery.
Anaerobic Digestion for Biogas Production
Anaerobic digestion is a process where organic matter breaks down in the absence of oxygen, creating biogas - a mix of methane and carbon dioxide that can be used to produce electricity and heat. This method also reduces the waste's chemical oxygen demand and phenolic content. However, high levels of phenolic compounds can inhibit methanogens, often requiring dilution with water to ensure efficient digestion. Despite these hurdles, anaerobic digestion is a practical option for industries aiming to reduce energy costs while managing waste. On the other hand, thermal methods sidestep these biological challenges by directly converting biomass into energy.
Combustion and Thermal Valorization
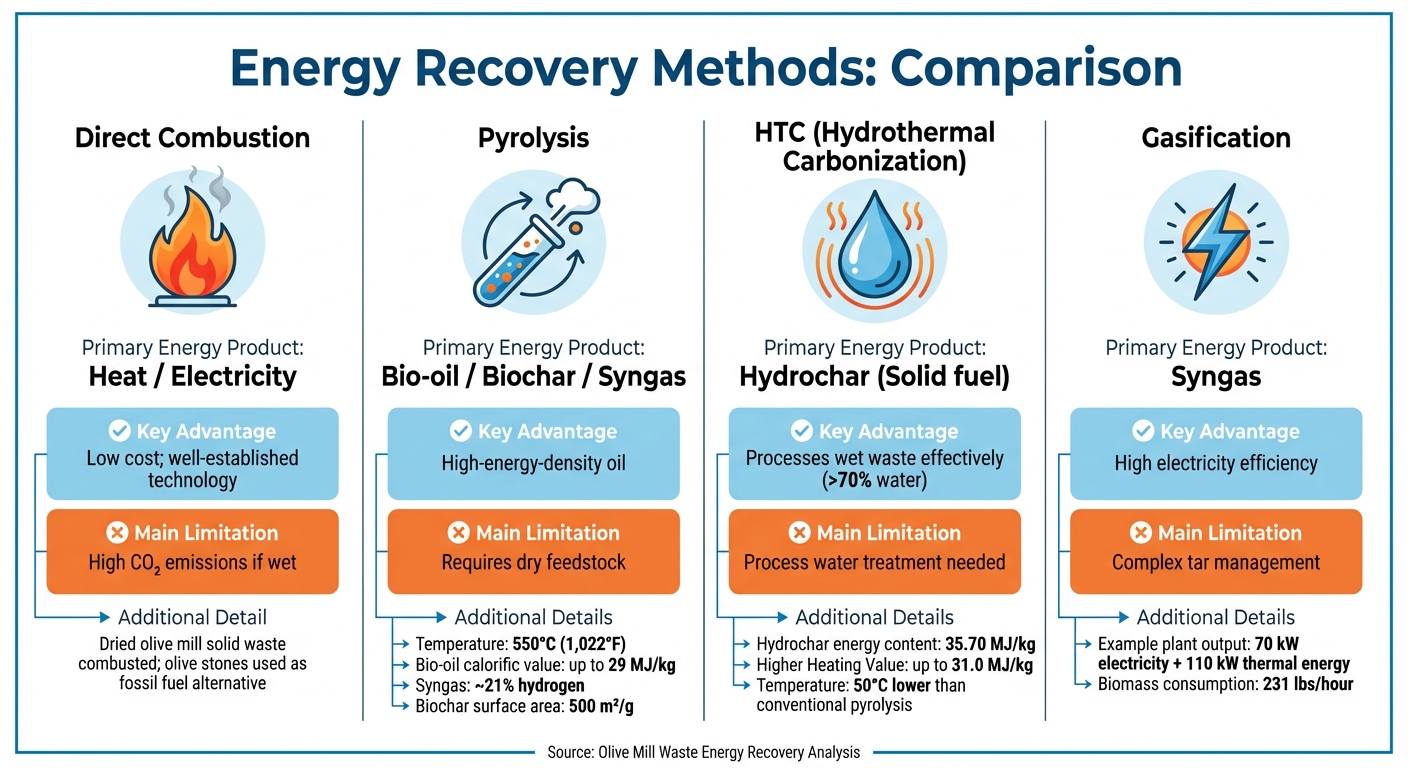
Thermal techniques provide an alternative to biological methods, directly converting biomass into energy. For instance, dried olive mill solid waste can be combusted to generate heat and electricity, with olive stones serving as an economical alternative to fossil fuels in boilers. Advanced processes like pyrolysis and hydrothermal carbonization (HTC) further improve energy efficiency.
- Pyrolysis: At 550 °C (around 1,022 °F), fast pyrolysis can produce bio-oil with a calorific value of up to 29 MJ/kg, syngas containing approximately 21% hydrogen, and biochar with surface areas as large as 500 m²/g.
- Gasification: A 2013 small-scale power plant using a downdraft gasifier demonstrated the potential of olive mill waste, generating 70 kW of electricity and 110 kW of thermal energy while consuming 231 pounds of biomass per hour.
These methods not only reduce waste volume significantly but also produce multiple energy outputs.
| Method | Primary Energy Product | Key Advantage | Main Limitation |
|---|---|---|---|
| Direct Combustion | Heat / Electricity | Low cost; well-established | High CO emissions if wet |
| Pyrolysis | Bio-oil / Biochar / Syngas | High-energy-density oil | Requires dry feedstock |
| HTC | Hydrochar (Solid fuel) | Processes wet waste effectively | Process water treatment needed |
| Gasification | Syngas | High electricity efficiency | Complex tar management |
Sub-Critical Water Extraction
For wet waste streams, sub-critical water extraction offers an efficient solution. Hydrothermal carbonization (HTC) processes high-moisture waste (over 70% water) without the need for drying. Operating at temperatures about 50 °C (90 °F) lower than conventional pyrolysis, HTC converts olive mill wastewater into hydrochar - a solid biofuel with an energy content reaching 35.70 MJ/kg. This coal-like fuel has a Higher Heating Value of up to 31.0 MJ/kg. However, managing the process water, which contains concentrated organic compounds, is a critical environmental consideration to prevent pollution.
Recovering High-Value By-Products
Tackling waste management issues, recovering valuable by-products from olive mill waste can do more than just aid in energy recovery - it can also create new revenue streams. Olive mill waste is packed with compounds that hold commercial potential. For instance, bioactive polyphenols extracted from this waste find applications in health foods, cosmetics, and pharmaceuticals. This adds another layer of value to the energy recovery processes discussed earlier.
Polyphenol Recovery
Olive mill waste, especially from two-phase systems, is a rich source of antioxidants. One standout compound, hydroxytyrosol, can fetch over $500 for just 100 mg at 98% purity. To tap into this potential, researchers have developed a scalable method for extracting bioactive compounds using acidic hydrolysis combined with sequential ultrafiltration. Here's how it works:
- Acidic Hydrolysis: A mixture of sulfuric acid and olive mill waste (0.164 solid-liquid ratio) is heated to 70°C (158°F) with continuous stirring for 60 minutes.
- Sequential Ultrafiltration: Using a 5 kDa membrane, this method retains 73.7% of the phenolic compounds while cutting the sugar content by 99.1% compared to untreated waste.
"The shift from three-phase to two-phase olive oil production systems has led to olive oil with a higher polyphenol content, as the absence of added water preserves a larger fraction of the water-soluble phenolic compounds." – Springer Nature
Modern extraction techniques, like microwave-assisted, pressurized liquid, and supercritical fluid extraction, further refine the process. When paired with sequential microfiltration (0.45 μm) and ultrafiltration (10 kDa), these methods enhance the recovery of high-purity antioxidants.
Digestate as an Agricultural Resource
After extracting antioxidants, the leftover digestate offers even more potential. Following anaerobic digestion, this by-product becomes a nutrient-rich organic fertilizer. Olive mill waste, which lacks nitrogen, is co-digested with nitrogen-rich materials like animal manure, municipal organic waste, or cheese whey to balance the carbon-to-nitrogen ratio. This digestate can replace synthetic fertilizers or even act as a substitute for peat moss. By doing so, it supports sustainable farming practices and promotes a closed-loop nutrient system, reducing reliance on chemical inputs.
Integrated Systems for Complete Waste Valorization
Integrated systems take waste recovery to the next level by converting all waste streams - both solid and liquid - into energy and other useful resources. These systems are designed to achieve complete water reuse and transform 100% of waste into outputs like electricity, thermal energy, and biochar. This not only generates revenue but also cuts down on environmental harm.
The environmental benefits are substantial. These systems tackle issues like groundwater contamination, greenhouse gas emissions, and soil toxicity in one streamlined process. On the financial side, biochar stands out as a major revenue generator, potentially contributing 70–90% of the system's earnings depending on how it’s marketed. Additionally, recovered water - processed through thermal evaporation or membrane distillation - meets high-quality standards suitable for agricultural use, making it especially valuable in areas facing water shortages.
Combination of Membrane Filtration and Adsorption
These advanced systems employ a series of steps, starting with physicochemical pretreatment and cavitation, followed by membrane filtration using ultrafiltration (UF) and reverse osmosis (RO). Ultrafiltration removes suspended solids and reduces the organic load, while reverse osmosis produces high-purity water ready for reuse. The concentrated waste stream from this process undergoes thermal evaporation, and the recovered heat is redirected to enhance syngas production in the biomass gasification reactor.
A pilot system processing about 440 kg/h (970 lbs/h) of biomass demonstrates the efficiency of this approach. It produces 240 kW of net electricity and 1,360 kW of thermal energy, achieving electrical efficiency of 12–15% through Organic Rankine Cycle (ORC) technology. Additionally, around 14% of the biomass input is converted into biochar, which retains roughly 20% of the energy content from the original feedstock. The entire system is compact, requiring only about 4,300 square feet (400 m²) of space.
Pilot-Scale Examples
Pilot-scale systems highlight the economic potential of these technologies. Selling electricity to the grid at approximately $0.29 per kWh - compared to $0.12 per kWh for on-site use - can generate 2.5 to 3 times more revenue. Biochar further boosts profitability, with powdered biochar selling for about $142.86 per ton. Turning it into briquettes or premium hookah charcoal can yield even higher returns. For example, systems processing pelletized olive pomace incur monthly operating costs of around $31,147.32, covering raw materials, labor, and maintenance. Considering the global olive mill waste production of nearly 40 million tons annually - along with 10–30 million cubic meters of wastewater - these integrated systems offer a scalable solution, transforming a significant environmental challenge into a profitable and efficient operation.
Conclusion
The olive oil industry produces about 40 million metric tons of waste every year - roughly four times the amount of oil produced. Traditional methods of waste disposal often harm the environment by contaminating soil and water, releasing methane, and imposing high costs on producers. However, advanced energy recovery techniques are transforming this challenge into an opportunity by converting toxic residues into usable resources.
"OMWs are then no longer considered as a problem to be eliminated, but as a potential to be exploited."
- Springer Nature
The focus is shifting from merely disposing of waste to creating value throughout the entire lifecycle. As highlighted earlier, integrated systems not only produce electricity, thermal energy, and biochar but also extract valuable compounds like hydroxytyrosol, which can sell for as much as $500 per 100 mg at 98% purity. These approaches neutralize harmful phenolics, turning leftover waste into safe byproducts like digestate and treated water.
"Removing these biophenols from OMW solves the phytotoxic disposal issue as well as provides a revenue stream for the use of polyphenols in the health food, cosmetic, and pharmaceutical industries."
- Andrea Schievano et al.
To address these challenges effectively, adopting integrated recovery and reuse strategies is critical. Collaboration across the industry and supportive policies, such as subsidies, can help scale these innovations from research to widespread application. Techniques like combining supercritical CO₂ extraction for antioxidants with pyrolysis for energy generation offer a way to achieve both environmental and economic benefits. This approach not only reduces carbon emissions and creates new revenue streams but also strengthens the olive oil value chain. Companies like Big Horn Olive Oil are at the forefront of these sustainable efforts, proving that waste can indeed become a resource.
FAQs
What is the best waste-to-energy method for small olive mills?
Anaerobic digestion stands out as the best waste-to-energy option for small olive mills. It processes pomace and other by-products to produce biogas and has shown success in full-scale plants. This method offers a practical and efficient way to manage waste while generating energy, perfectly suited for smaller-scale operations.
How are toxic phenolics removed so the waste is safe to process?
Toxic phenolics in olive mill waste can be eliminated using adsorption techniques. These methods are both effective and budget-friendly, making them a practical choice for detoxifying the waste. By removing harmful substances, the waste becomes safer for additional processing and energy recovery efforts.
What permits or regulations apply in the U.S. for these systems?
In the United States, any system designed to recover energy from olive mill waste must adhere to the Resource Conservation and Recovery Act (RCRA). This law oversees the management of hazardous waste and related practices. Beyond federal requirements, individual states may enforce their own policies, which can sometimes be stricter.
If the waste is incinerated for energy recovery, it typically falls under regulation unless specifically exempted. To ensure compliance, it's essential to review both local and federal guidelines thoroughly.