
Microwave Extraction: Sustainable Use of Olive Byproducts
Most of an olive’s phenolics do not end up in olive oil. In many cases, only 1%–2% goes into the oil, while the rest stays in pomace, wastewater, and leaves. I’d sum up the article this way: microwave-assisted extraction (MAE) gives olive producers a way to pull useful compounds from byproducts before those materials become a disposal problem.
If you want the short version, here it is:
- Olive oil production creates a lot of byproduct. Processing 100 kg of olives can leave about 80 kg of alperujo.
- That waste is hard to handle because it has high moisture, high organic load, and lots of phenolics.
- Those same phenolics are the opportunity. Olive pomace can contain 2.9 to 3.7 g/kg of polyphenols.
- MAE uses microwave energy to heat wet biomass fast, break cell structures, and move target compounds into water or ethanol-water solvent.
- It can work on pomace, leaves, branches, and concentrated wastewater.
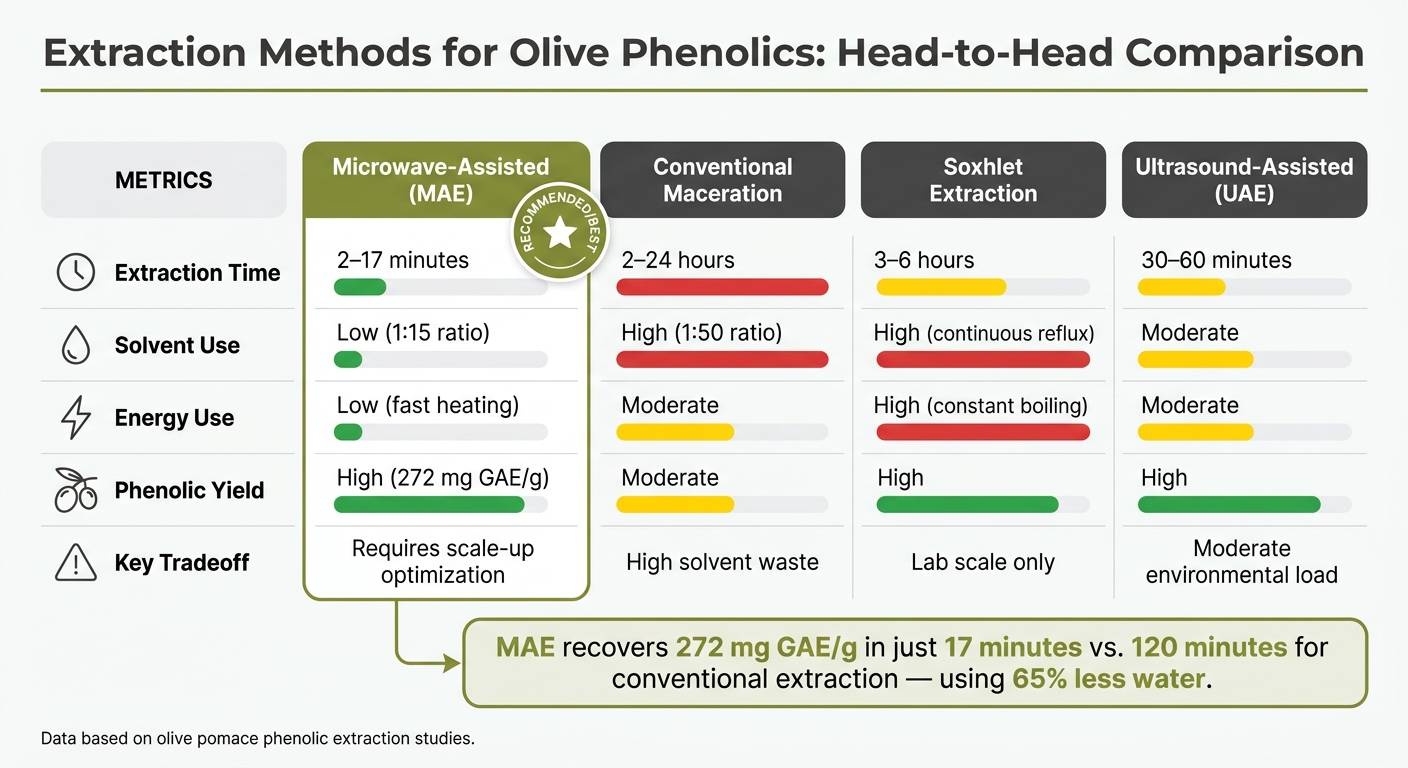
- It cuts extraction time a lot. One study reported 272 mg GAE/g in 17 minutes with water, versus 120 minutes for standard extraction.
- It also cuts solvent use, with about 65% less water in that comparison.
- The main limits are uneven heating, equipment cost, and scale-up issues.
- A simple supply-chain model makes sense: mills dry and store pomace, then regional plants handle MAE.
Here’s the core idea in plain English: olive waste is both a disposal issue and a raw material. MAE helps deal with both at once by taking out phenolics, triterpenes, and other compounds that can go into food, supplements, cosmetics, and pharma-linked uses.
| Byproduct | Main issue | What MAE can recover |
|---|---|---|
| Olive pomace | High moisture and phenolics make disposal hard | Polyphenols, hydroxytyrosol, tyrosol, oleuropein |
| Olive mill wastewater | Hard to treat due to organic load | Dissolved phenolics |
| Olive leaves/branches | Often underused after harvest and pruning | Phenolic compounds and related extracts |
For me, the main takeaway is simple: MAE is not about changing how olive oil is made. It’s about getting more from what is left behind.
The Problem: Environmental and Business Costs of Olive Waste
Environmental Impacts of Pomace and Wastewater
EU countries generate 9.6 million tons of olive mill waste each year, including 8.4 million tons of pomace. That's a huge waste stream, and dealing with it isn't cheap. When disposal is handled poorly, the damage goes beyond cost. At the same time, these byproducts still hold recoverable phenolics.
Untreated alperujo is acidic, rich in phenolics, and difficult to process. With a pH of about 5, it isn't fit for irrigation and can slow microbial growth in fermentation and anaerobic digestion. And when mills burn exhausted pomace as a low-cost fuel, they release harmful gases and particulates into the air.
The Lost Value in Phenolic-Rich Byproducts
There's another side to this problem: money left on the table. Only 1%–2% of olive phenolics make it into the oil. Most of them stay behind in pomace and wastewater.
Those leftover fractions contain compounds with use in:
- food products
- cosmetics
- nutraceuticals
Yet in many cases, they're discarded or destroyed instead of being recovered.
Microwave-assisted extraction pulls out these compounds before disposal turns them into a business expense.
sbb-itb-4066b8e
Microwave Green Extraction of Natural Products developed in cooperation with prof. Farid Chemat
The Solution: How Microwave-Assisted Extraction Works
MAE tackles the disposal issue by pulling out useful compounds before olive waste is thrown away. The process sends microwave energy straight into wet biomass. That energy heats the moisture inside the material, breaks cell walls, and helps release phenolics into the solvent. In plain terms, it gets the job done faster than conventional extraction methods.
Which Olive Byproducts Can Be Processed
MAE can be used with olive pomace, leaves, branches, and concentrated wastewater.
For raw pomace, the material is usually dried at about 104°F (40°C) until moisture drops below 5%–10%, then milled to about 1 mm. That smaller particle size gives the solvent more surface area to work with, which can improve extraction yield.
Process Basics: Solvents, Heat, and Extraction Time
After the biomass is prepared, the main variables are the solvent, temperature, and extraction time.
Water or aqueous ethanol is commonly used, often at around 53% ethanol, since both options have low toxicity and fit food-grade use. Microwave power usually falls between 100 W and 800 W, while temperatures can range from 104°F to 248°F (40°C to 120°C) depending on which compounds are being targeted. For olive pomace, a solid-to-liquid ratio of 1 g per 50 mL has shown strong results.
At higher power levels, such as 800 W, researchers often switch to intermittent operation. A common pattern is 10 seconds on and 20 seconds off, which helps limit solvent loss during extraction. More power increases molecular movement and speeds diffusion, so the process moves along faster.
What the Process Produces
The output is a phenolic-rich liquid. It is filtered and centrifuged to remove leftover solids, then concentrated or encapsulated through freeze-drying for longer-term stability. That extract can be used in food, supplements, and cosmetics.
That speed stands out even more when MAE is stacked up against conventional extraction methods.
Why MAE Is More Efficient Than Conventional Extraction
MAE vs. Conventional Olive Extraction Methods: Speed, Solvent & Yield
Once phenolics are identified in olive waste, the next step is recovery. This is where microwave-assisted extraction (MAE) stands out. It pulls out phenolics faster, with less solvent and less energy than standard extraction methods.
Lower Energy Use, Less Solvent, Faster Recovery
MAE recovers phenolics in a fraction of the time. A 2021 study found that MAE reached 272 mg GAE/g in just 17 minutes using water, compared with 120 minutes for conventional extraction. It also cut water use by about 65%.
That matters for a simple reason: less solvent means lower cost, less waste, and less material to handle after extraction. It also reduces downstream treatment needs, which ties back to the disposal burden discussed earlier.
Shorter extraction cycles also trim energy use and increase throughput. In practical terms, that can mean less effluent and a lower processing cost across the harvest season.
Extraction Methods Compared
The gap is easier to see side by side.
| Extraction Method | Extraction Time | Solvent Use | Energy Use | Phenolic Yield | Tradeoff |
|---|---|---|---|---|---|
| Microwave-Assisted (MAE) | 2–17 minutes | Low (1:15 ratio) | Low (fast heating) | High | Requires scale-up optimization |
| Conventional Maceration | 2–24 hours | High (1:50 ratio) | Moderate | Moderate | High solvent waste |
| Soxhlet Extraction | 3–6 hours | High (continuous reflux) | High (constant boiling) | High | Lab scale only |
| Ultrasound-Assisted (UAE) | 30–60 minutes | Moderate | Moderate | High | Moderate environmental load |
MAE is clearly the fastest option in this group, and it does that while using less solvent. Conventional maceration, by contrast, can stretch from a couple of hours to a full day. Soxhlet can deliver high yield, but the constant boiling comes at a high energy cost. UAE sits somewhere in the middle.
Limits and Tradeoffs to Consider
MAE isn't plug-and-play. A few constraints are worth looking at before putting it into production.
Uneven heating is the main operating risk. At industrial scale, microwave energy may not spread evenly through large volumes of biomass. That can create hot spots, where temperature rises too high and heat-sensitive phenolics start to break down before recovery. Fiber-optic or infrared probes can help track temperature and reduce that risk.
Equipment cost is another hurdle. Industrial microwave generators and pressure-resistant vessels cost more upfront than the stirred tanks used in standard extraction.
Then there's scale-up. Moving from a lab setup to plant production isn't always smooth. Settings like power, extraction time, and solvent ratio often need to be tuned again at each scale, which takes time and technical know-how.
"The integration of green technologies such as microwave- and enzyme-assisted extraction (MEAE) has been shown to improve the extraction efficiency of bioactive compounds while reducing processing time and costs." - Gabriela A. Macedo, University of Campinas
These limits affect deployment more than performance. In other words, the main question usually isn't whether MAE works well. It's how to fit it into olive mills and regional processing lines without losing the speed and cost gains that make it attractive in the first place.
Applying MAE in Olive Supply Chains and Key Takeaways
How Olive Mills and Regional Facilities Can Use MAE
Those limits shape how MAE fits into olive supply chains in practice. Not every olive mill needs to install its own MAE system. A more workable setup separates stabilization at the mill from extraction at regional facilities.
Small mills should start with stabilization. Fresh olive pomace is prone to enzymatic degradation and microbial spoilage soon after pressing. Fast solar or air drying helps stabilize the pomace for storage or transport.
After the pomace is stabilized, larger sites can take over extraction. Regional centralized facilities are in a better position to invest in industrial MAE equipment and process dried pomace from several nearby mills. These systems need high-pressure vessels rated up to 100 bar and noncontact infrared sensors for temperature control, which makes a centralized model more practical. Water can be used as the main solvent, which keeps the extracts food-grade for food and nutraceutical use.
Why This Matters for Premium Olive Oil Brands
This setup matters because recovered phenolics can support a circular, higher-value supply chain. For premium olive oil brands, lower-waste processing adds to the quality story behind the product. When mills use recovery-focused processing, it strengthens the freshness, quality, and health values tied to premium extra virgin olive oil. The gain starts upstream, by turning waste into usable inputs.
Olive waste has a real ecological cost, but its phenolic content also makes it a recoverable ingredient source for food, nutraceutical, and cosmetic uses.
Conclusion: Turning Olive Waste into Useful Ingredients
Most olive pomace ends up as a waste-management burden. MAE offers a direct way to change that. Olive byproducts hold real phenolic value - up to 98% of the olive's phenolics end up in the pomace instead of the oil - and MAE recovers those compounds faster and with less solvent than conventional methods. A two-step model - on-site drying at mills and centralized extraction at regional facilities - makes adoption more realistic without disrupting oil production. MAE turns olive waste into recoverable ingredients while letting mills stay focused on making oil.
FAQs
Why do most olive phenolics stay in byproducts?
Most olive phenolics don’t end up in the oil. During production, only about 2% make that transfer. That means antioxidants such as hydroxytyrosol, tyrosol, and oleuropein are mostly left behind in the byproducts.
Why does that happen? In simple terms, these compounds get stuck inside the olive’s structure. Some are bound to cell wall polysaccharides. Others are stored in parts of the cell like vacuoles, chloroplasts, and the endoplasmic reticulum.
Is microwave extraction safe for food-grade ingredients?
Yes. Microwave-assisted extraction (MAE) is an energy-efficient, lower-impact way to recover bioactive compounds from food-grade sources, including olive byproducts.
Used with green solvents like water, and with temperature and extraction time kept under control, MAE can pull out compounds such as hydroxytyrosol and mannitol without the use of harsh chemicals.
Can small olive mills realistically use MAE?
Yes. Small olive mills can realistically look at microwave-assisted extraction (MAE) as a workable option. It has already been shown to work at the pilot scale, with systems handling about 100 kg of biomass.
For smaller operations, MAE stands out for a few simple reasons: it uses less energy, cuts extraction time, and needs fewer solvents than standard methods. In plain terms, that can lower day-to-day costs and make waste easier to handle.